Engine Mount





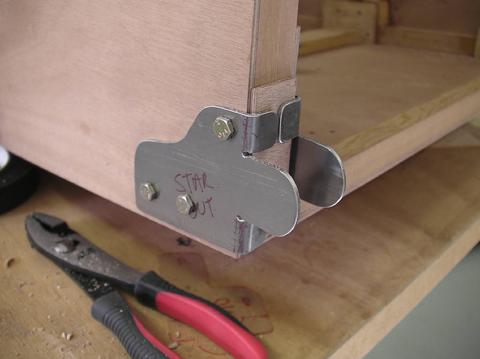



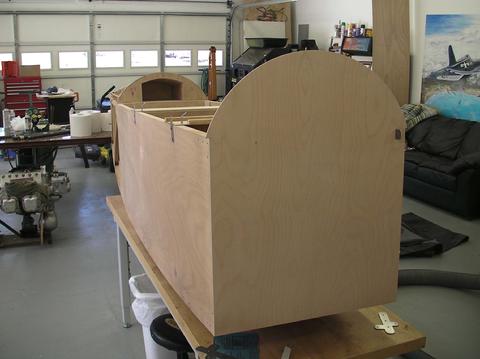









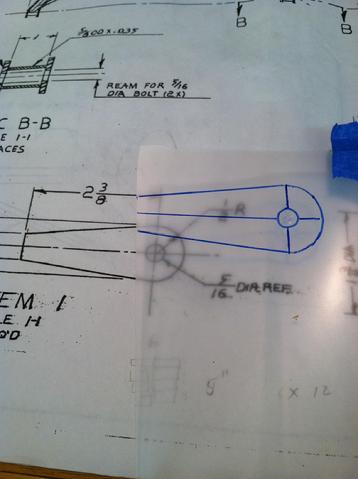
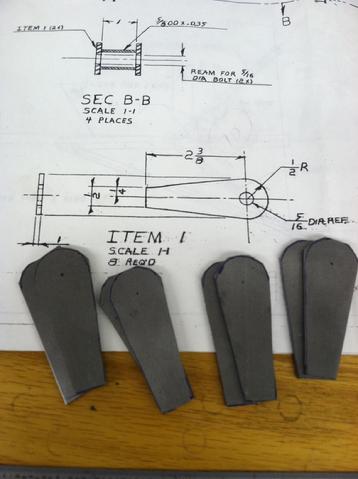


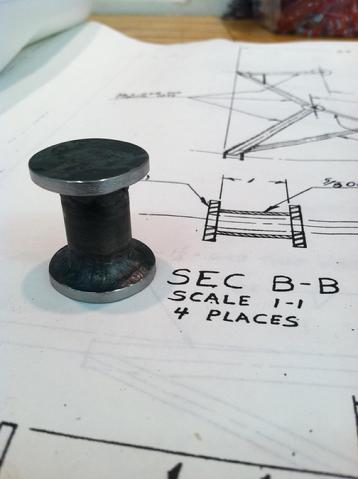










































6 - 20 October 2010 I cut out the brackets for the upper and lower motor mounts, I used .09 4130 and decided to bend the front arms on each piece to press against the front firewall (as in the plans). I then drilled the holes for these pieces and did a practice fit. After the firewall was epoxied in place, I fitted the motor mount brackets and drilled them in. I installed the inner brackets "over" the 3/4" x 3/4" cross brace called out in the plans. However, while installing these I ground them down to small to sit through the firewall slots which I had cut. As it turned out, I had cut the slots too small by mistake. Once I enlarged them they accommodated the brackets easily. Because the brackets were ground down so much, I decided to make new ones and they are much more substantial looking. All firewall brackets now fit nicely and are temporarily fitted.Hours: 4.0*****************1 September 2011 Borrowed Jack Phillip's A65 Engine Mount, dropped off by Matt Paxton. It is built to construct an engine mount for a fuselage approximately 1 1/2 wider then my fuselage, I will uses spacers to get the width correct for my airplane. The jig is also built approximately 14" long, or approximately 2" longer then planned. After a quick analysis of the weight of my airplane so far, I decided to build my engine mount the increased 2" in length. I started to cut out the metal fittings for the mount. The first pieces I cut out and welded came out good, but not built to plans (throw-aways). I had miss-interpreted the plans, and started over. This is the "Thimble" looking pieces in the picture. I continued cutting out the other pieces for the mount. Another change I did, was to order some more 5/8" tubing with thicker wall diameter to accommodate 5/16" and 7/16" bolts respectively. Thus these did not need to be bored out and the thicker walls should be easier to weld and be more substantive.Hours: 1.0****2 Sep - 6 Oct 2011 Worked on welding the forward attachments. First I cut the 5/8" tubing (accomodates 7/16 bolts) to the plan size. Then I cut out four round disks from 1/8" 4160 plate. I simply rough cut these out and over sized (around 2" round).. I then rough centered the tubing pieces and welded them in place. Once welded, I then ran a 7/17" drill bit thru the tubing and punched it through the plate, so everything is alligned. The I mad a 1 3/4" drawing template, put it around each tube and scribed a line around the round plates at 1 3/4, and then ground these on the grinder down to the the right size. I also tested them on the engine (1 3/4" is pretty accurate).Hours: 4.0****12 Oct 2011 Welded the first piece of 3/4" 4130 steel tube onto the engine mount. Tried several different TIG cup sizes, but kept going back to a #6 or #7, with the argon up a bit, and the tungsten slightly extended. Achieved pretty good results. I kept the retaining bolts in for the weld, and knew they could be a problem to get out. Luckily the welds did not hold the bolts too tight and I was able to get them out without much of a problem.Hours: 2.0 ***22 Oct 2011 Welded the second piece of 3/4" 4130 steel tube onto the engine mount. Before doing so, made sure the fit was pretty tight. The secret to good welding (IMHO) is the fitting. I spend a lot more time on the fit then I do the weld.Hours: 2.0****Most of November was off working a Bronze project for a friend of mine in North Carolina.*23 November - 4 Dec 2011 Continued to cut 3/4" 4130 tubes, form them and weld them up on the mount jig. After the 3/4" tubes were complete, I then bent the small side support pieces and welded each piece on to the engine side of the engine mount, where the bolts will fit thru. These took some time bending so they would fit fairly flush prior to welding. I chose to fill in between the pieces, as this looked the strongest when I looked at different examples at Brodhead last year. Once this welding was complete, I then cut the first 5/8" piece of tubing and ground both ends to a good fit on the mount.Hours: 6.0****6 Dec 2011 Made one of the lower cross braces for the engine mount. I show here one of my techniques for making a bird mouth which works pretty good. I use a metal drill press clamping jig to hold the tubing horizontal and put a 5/8" metal hole saw in the drill press chuck. It made a nice bird mouth, but because it was a cheaper hole saw, some teeth broke off. Time to invest in some better ones. This works for the few pieces there are to do, but I'd rather have an actual notching tool, which I might get in the future.Hours: 1.0**7-11 Dec 2011 Made the last cross pieces and welded in place. Had a hard time figuring out how to hold the small tabs which fit at the convergence of the upper tubes shown on the plans. I came up with anidea (I show below, cheap, quick, easy, and effective). With the engine mount complete, I temporarily fit it on the fuselage. Surprisingly, it fit right into the fuselage engine mount brackets. It will require a bit of tweeking to fit perfect, but a little heating to take out any stress and I think it will fit fine.Hours: 4.0






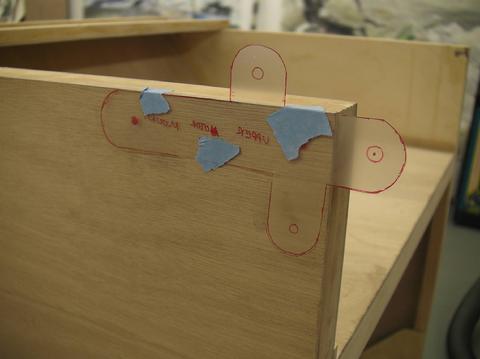
When it came time to weld these little tabs on, what looks to be something very simple, turned out to be quite tricky. So I came up with a simple, cheap and effective solution. I took a small block of wood, drilled a 5/8" hole completely thru to fit the tubing size, then I cut the block in half. The camfer of the mitre saw blade is perfect, as it allows the wood to then fit the tubing a little tighter. I put the block of wood around the tube, and simply placed the tab in the slot on one side of the wood and clamped in place. Want looks to be a burned spot on the wood is actually from where I pre-heated the metal a bit with my oxy/acet torch, it was not burned or in the way while TIGing. Worked like a champ.
Powder coating engine mount...






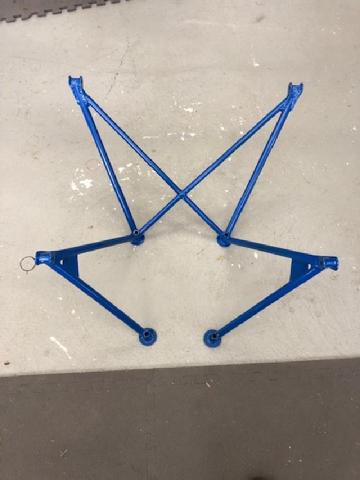
August 2019 - I had a need for a larger stove to do powder coating on larger objects like the engine mount, so I fashioned an extension onto my conventional oven using aluminum sheets. The result was very good, and I didn't over analyze/develop the solution. The aluminum does not radiat heat very much, in fact you could almost touch the aluminum with your bare hands, and handle it shortly after removing. During baking, the inside of the over easily reach a hot enough temperature to get good paint flow, while the extention took a bit long. I either added 5-10 to the bake time, or, on long items, simple turned it around mid-bake, and both sides flowed nicely. I powder coated the engine mount and then some other parts.Hours: 1.0